铝合金压铸是指液态铝合金在高温高压下以极快的速度从压力室流入模腔,冷却后形成铸件的方法。是现代生产铝合金配件的一种常用工艺,铝合金压铸件具有尺寸精度高、机械性能好、生产效率高等优点,在汽车、摩托车、内燃机、电子、仪器仪表、航空航天等领域具有广阔的应用前景。
虽然这种生产方式有各种各样的优点,但是在生产过程中,铝合金压铸件的成型受很多因素影响,极易造成最终铸件产生瑕疵,铝合金溶液在流动过程中容易卷入气体,铸造过程中温度分布不平衡,会导致铸件产生气孔、缩腔、烧伤等缺陷,帝辉压铸在铝合金配件压铸生产方面有着数十年的经验,对于铝合金压铸件容易产生的瑕疵了如指掌。
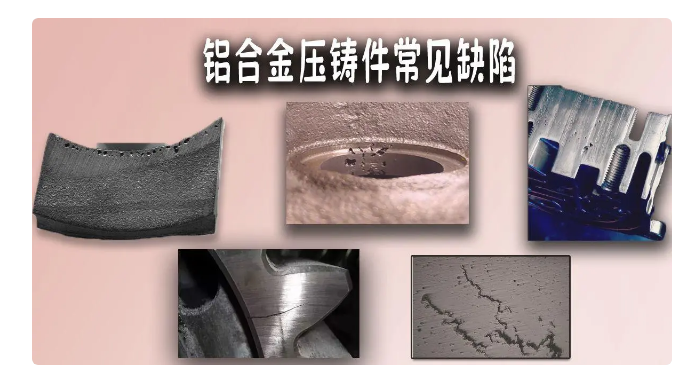
铝合金压铸件常见的瑕疵大致如下:
1 气孔问题及解决方案
在实际生产制造铝合金压铸件过程中,铸件气孔问题是最为典型的一种瑕疵,具体表现为气孔与气泡。气孔主要指在铝合金铸件中出现的光滑空洞,通常是出现在零件中心或是厚壁位置,主要是由于排气不顺或是溶液裹气引起的。气泡指的是在铸件表皮下集中气体而出现的空洞。
要杜绝铝合金压铸件形成气孔,在生产前应仔细清洁设备,保证炉料干净、干燥,另外添加除气剂也是不错的选择。在生产过程中也应该时刻关注排气,选择科学合理的压铸工艺指标和设计合理的模具。其次,扩大模具内浇口、控制溶液流速,在确保完整成型的同时,减小充型速度,防止溶液湍流的出现。必要时还可以降低浇铸温度、速度和压力,如此就能够防止铝合金压铸件产生气泡。
2 铝合金压铸件表面裂痕问题和处理方案
铝合金压铸件出现表面裂痕是因为在生产过程中,因为操作不当引起的流痕、印记、拉伤等现象。流痕主要指铸件表面的凹陷条纹,一般情况下,流痕方向与液态金属流向一致。印记指的是液态金属在生产时产生的划伤、夹渣或是接缝等。拉伤指的是铝合金压铸件脱模过程,产生的拉伤、拉痕或是粘模痕迹等情况。
为避免铝合金压铸件出现以上问题,生产过程中应该注意模具温度控制和合理使用脱模剂、控制溶液流速,使用科学的模具、保证模具清洁度,以及规范的开合模具,延长留模时间等。
3 铝合金压铸件出现麻面问题及解决方案
麻面(缩孔)主要指铝合金铸件表层表现出不均匀、粗糙的洞口,一般在缩孔的部位也会产生气孔。
出现缩孔的原因在于,冷凝时铸件中补偿不够造成的。部件壁太厚浇铸温度太高、压铸工艺不科学、比压太低、溢流槽容量不够、压室充满度不够、余料补偿效果不好,或是内浇口太小时,均会形成缩孔。
为防止铝合金压铸件出现缩孔缺陷,应当及时改进部件结构,尽可能保障部件厚度相同,厚度大的部位规划点冷却。根据严格的压铸指标来处理,防止温度下降,适当加大比压,增大溢流槽容量,完善浇铸系统。对于温度较高的模具,应当采用必要的冷却手段。在合金液内加入 0.15%~0.2%的金属铁等晶粒细化剂,改善合金的缩孔产生倾向;改成体收缩率线收缩率低的合金种类,或调整合金液,下降其收缩率和对合金作变质处置:扩大内浇截面积,保障铸件于压力下硬化,避免内浇太早硬化影响压力传送。
4铝合金压铸件飞边问题及解决方案
飞边主要指铝合金压铸件生产时,铝料溢出产生的薄片,若铝合金压铸件产生飞边,则会对部件性能、外观、大小造成严重影响。
为了防止铸件呈现飞边,我们在出产中就要做到这些:出产前,查看机器的合模力和增压状况,适当调整压射添加组织,保证压射增压峰值下降;查看模具和滑块,及时修整损坏滑块,保证闭锁元件起到作用,修正磨损的滑块;正确核算模具强度和锁模力;整理掉分型面上的杂物;适当调整压射速度。
 News
世典新时空
News
世典新时空